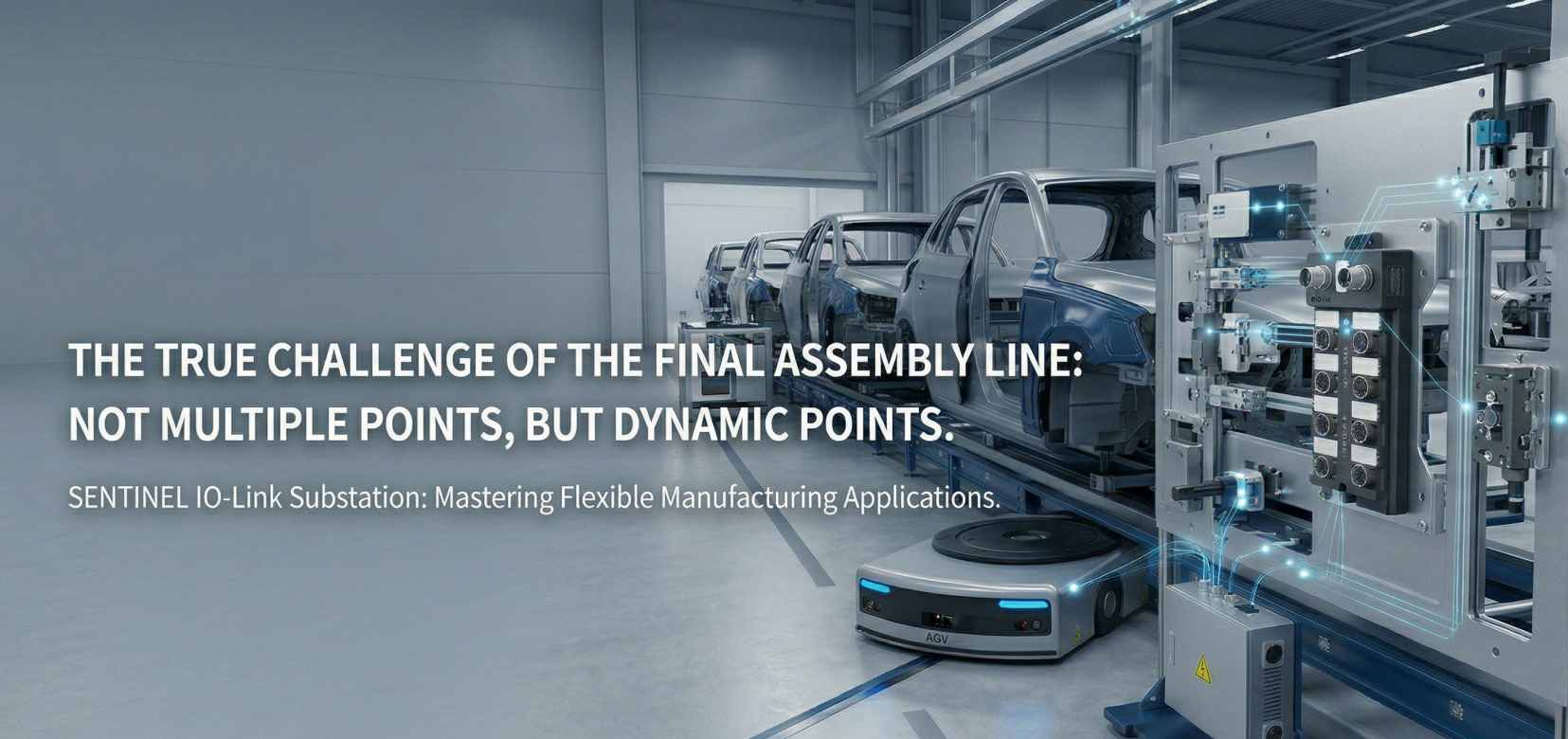
Automotive final assembly lines are undergoing a profound transformation. They are no longer built around fixed conveyors, fixed stations, and fixed actions. Instead, skids, AGVs, traveling fixtures, and modular units are being continuously introduced to support mixed-model production. While this appears to be progress at the process level, it is also placing unprecedented pressure on the field connection layer.
The challenge is straightforward: one port may be connected to a switch today and to a solenoid valve tomorrow; one station may require only a few signals today, but that number may double later; one faulty module may need to be replaced quickly, yet the line cannot easily be stopped. When these changes occur, if the connection layer still relies on fixed definitions, fixed capacity, and fixed maintenance methods, it can easily become a bottleneck in flexible production upgrades.
Today’s final assembly line upgrades are no longer focused only on motion automation. They are increasingly aimed at making the entire line easier to organize, easier to maintain, and easier to expand over the long term. For manufacturing sites that are placing greater emphasis on mixed-model production, takt stability, and fast recovery, the limitations of traditional fixed-logic and fixed-capacity solutions are becoming more apparent.
The Real Challenge: It Is Not Only About More I/O Points, but About Changing I/O Points
Unlike standardized equipment, one typical feature of final assembly lines is that they are “similar, but never exactly the same.” The combination of inputs and outputs continues to change from one vehicle model to another and from one station to another. For integrators and end users, the biggest difficulty is not simply “Do we have enough points?” but rather “What happens when the point definitions change?”
Once signal attributes change, the result is often module replacement, rewiring, or even overall architecture adjustment. This reactive approach not only increases engineering workload, but may also introduce additional downtime risks. In highly complex scenarios such as skid-carried fixtures, sub-assembly units, and stations before and after chassis marriage, this pressure becomes even more obvious.
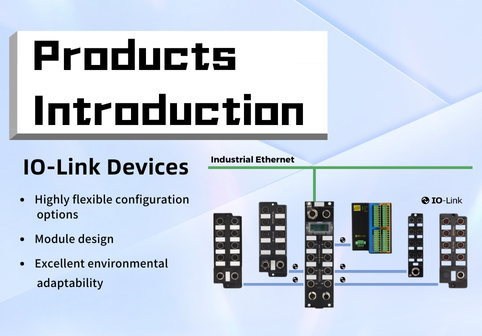
The value of an adaptive I/O substation lies precisely in solving this problem. It is not just about increasing point count. It is about ensuring that even when early-stage definitions are uncertain, the system can still remain structurally clear and flexibly connected.
For final assembly lines, this means that field signal organization does not need to rely too heavily on one-time definitions. Instead, the system can adapt more calmly to future station modifications and functional optimizations. This kind of flexibility directly translates into lower retrofit pressure and higher engineering efficiency.
Scalability: Reserving Space for the Continuous Evolution of Final Assembly Lines

A final assembly line is not a system that remains unchanged once it is delivered. In many projects, additional detection points, actuation points, and interlock logic continue to be added even after commissioning.
Some of these changes come from the introduction of new vehicle models, some from process optimization, and some from higher customer expectations for quality traceability and error-proofing. In such continuously evolving sites, if the underlying I/O layer does not provide room for expansion, every future function addition may turn into another round of rewiring and architecture modification. Repeated reconstruction like this not only consumes cost, but also tends to introduce new risk points.
Scalable distributed substations offer a different approach: they do not require all capacity to be planned in full from the beginning, but instead allow the system to continue expanding on the basis of the existing structure.
New points can be connected along the existing structure as much as possible. This not only reduces cabling effort, but more importantly, keeps on-site upgrades continuous. Station optimization no longer has to come at the cost of large-scale restructuring, and the team’s understanding of the architecture and maintenance knowledge can continue to be reused.
For automotive final assembly lines moving toward flexible manufacturing, this ability to “reserve room for future change” is often far more valuable than simply adding a few more interfaces.
Hot-Swap: From “Replaceable” to “Fast Recovery”

Final assembly lines are extremely sensitive to maintenance efficiency. Whether it is a skid, an AGV, a traveling fixture, or a local actuation unit, once a field module needs to be replaced, if the maintenance action requires large-scale power shutdown, wire tracing, and signal remapping, the impact goes far beyond a single point. It directly affects the recovery time of the entire station, and may even further affect the takt of the whole line section.
This means that unplanned downtime and maintenance recovery time are becoming core optimization targets in final assembly line operations.
The real significance of hot-swap lies not in the technical term itself, but in this: when maintenance is required, can the system be restored with minimal impact? A connection solution that supports hot-swap allows module replacement to be completed with as little interruption as possible, without requiring field engineers to re-sort the wiring logic. As a result, fault recovery time can be significantly shortened.
For sites that pursue “no unnecessary line stoppage” and “fast takt recovery,” this capability is often more valuable than simply adding several more interfaces. Especially as modular fixtures and traveling units become increasingly complex, the importance of this capability will continue to grow.
Adaptive + Scalable + Hot-Swap = A Complete Connection Solution for Final Assembly Lines

Each of these three functions, when viewed separately, may look like nothing more than product features. But in the real operating environment of a final assembly line, it is their combination that truly creates value.
Adaptability solves the problem of non-fixed signal attributes at stations and fixtures.
When the field presents “the same type of structure, but not exactly the same signal definition,” adaptive capability can directly avoid the trouble of changing modules and rewiring.
Scalability solves the problem of continuously changing point quantities as the project progresses.
Future function additions do not have to trigger architecture changes. New points can continue to extend along the existing structure, keeping station optimization continuous.
Hot-swap solves the downtime loss caused by module maintenance.
Faulty modules can be replaced quickly with minimal impact on takt, reducing the maintenance burden as much as possible.
When combined, the value of the product no longer stays at the level of the module itself, but extends to the flexible organizational capability of the entire final assembly line.
This is why such substations are particularly suitable for applications such as:
- Skid-carried fixture scenarios — fixture configurations vary greatly and functions are adjusted frequently
- AGV transfer units — new control requirements need to be continuously integrated
- Sub-assembly nodes before and after chassis marriage — stations change quickly and maintenance frequency is high
- Sites that must support multiple vehicle models and multiple processes — continuous change is the norm
For these scenarios, what truly matters is not whether one certain parameter is high enough, but whether the connection layer can evolve together with the production line while always remaining structurally clear, easy to maintain, and smooth to expand.
From “Connecting Signals” to “Making the Line Easier to Run Long Term”
In the past, the main task of the field connection layer was simply to “connect the signals.” But the upgrade of modern automotive final assembly lines goes far beyond that. What manufacturers are now pursuing is a line that is easier to organize, easier to maintain, and easier to expand.
For manufacturing sites that increasingly emphasize mixed-model production, takt stability, and fast recovery, traditional I/O solutions based on fixed logic, fixed capacity, and fixed maintenance methods are gradually revealing their limitations.
Distributed substations that support adaptive I/O, scalability, and hot-swap are a direct response to this trend. They help the site to:
- Reduce the limitations caused by overly rigid early-stage definitions — the system is no longer locked in by early forecasting errors
- Make later function additions and station adjustments smoother — the cost of expansion is significantly reduced
- Minimize the impact of module maintenance — fault recovery becomes faster and downtime risk becomes lower
For final assembly lines, this value is ultimately reflected in whether the entire line can run more stably, upgrade more calmly, and adapt more continuously to future changes.
In the future, as automotive manufacturing places ever higher demands on flexibility, modularization, and digitalization, the importance of the field connection layer will continue to increase. Sentinel will continue to focus on industrial communication and field connection technologies, promoting distributed I/O solutions that deliver more stable and more efficient value in real manufacturing scenarios.
FAQ
1. Why do final assembly lines need this kind of distributed substation more than other production lines?
Because final assembly lines naturally feature four “highs”: high mixed-model production requirements, high station variability, highly complex traveling fixtures, and high sensitivity to maintenance downtime. This means the field must not only support flexible signal access, but also convenient future expansion and fast recovery when modules are replaced. Traditional fixed connection solutions struggle to meet these needs, while the combination of adaptability, scalability, and hot-swap is much better aligned with real application requirements.
2. What is the most direct value of adaptive I/O in real applications?
The most direct value is reducing rework caused by station changes. For stations with similar structures but not exactly the same signal definitions, adaptive capability enables more flexible field access, directly avoiding the trouble of changing modules, reorganizing wiring, and redesigning the architecture. This not only saves engineering time, but also reduces the possibility of errors.
3. Why should scalability and hot-swap be considered together?
Because field challenges are never one-dimensional. Scalability solves the question of “What if more points are needed later?”, while hot-swap solves the question of “How can module replacement be recovered quickly?” Only when both are combined can they truly support the long-term, stable, and efficient operation of a final assembly line. If there is scalability without hot-swap, maintenance pressure remains high; if there is hot-swap without scalability, architecture limitations will still appear when new functions need to be added later.
Customer Support & Service
Tianjin Sentinel Electronics has been deeply engaged in industrial automation for 17 years and has provided more than 170 application cases across industries such as rail transit, automotive manufacturing, and new energy. We offer full-cycle support ranging from sensor selection and system integration to after-sales diagnostics. If you would like to learn more about Sentinel products, please contact our sales team, call us at 022-83726972, or visit our website at www.sentinel-china.com.
You are welcome to book an online demonstration or apply for a sample trial, and let our engineers tailor a complete solution for you, from “data input” to “action execution.”